


MZY Factory Group Info
MZY Factory Group manufacturers have a wide range of products, from classic to modern designs. They also offer custom designs, allowing customers to create their own unique handbag. The company also offers a variety of services, such as repairs and alterations, to ensure that their customers are always satisfied.MZY factory group already have 21th branch factories in the world.our story began almost 40 years ago. the small-batch order also be able to accept.
MZY factory is a group of China's leading professional Garment,footwear and handbag manufacturers. MZY Manufacturers is a family-owned business that has been in operation since the early 1980s. The company was founded by a husband and wife team who had a passion for creating beautiful, high-quality handbags. They started out by selling their products at local markets and eventually grew to become one of the leading handbag manufacturers in the world.
MZY Handbag Factory specialize in creating stylish, fashionable shoes and handbags that are made with the highest quality materials. They use only the finest leathers, fabrics, and hardware to ensure that their products are of the highest quality. They also take great pride in their craftsmanship and attention to detail, ensuring that each handbag is made with the utmost care and precision.
MZY manufacturers are committed to providing their customers with the best possible experience. They strive to provide the highest quality products and services, and they are always looking for ways to improve their products and services. They are dedicated to providing their customers with the best possible experience, and they are always looking for ways to make their products and services even better.
MZY Shoe producer is home to a fantastic collection of women's shoes, men's shoes, Kids' shoes, handbags, backpacks, Garments, accessories, etc. Our product range caters for fashion, offered Zero complaints after-sale services, well feedback received by customers.
However, we wouldn’t be a possible success without our clients' supports. we are holding on to broader development and self-improvement; will expand the vaster worldwide market, MZY shoes promise that we will incessantly do our best to provide you with excellent services.
MZY shoe factory- stitching department
1 The stitching type of craft has two kinds of hand sewing and machine sewing. This sewing process mainly consists of sewing the upper and the sole by hand or machine, which is a traditional molding method of leather shoes and cloth shoes. The supervisor must do a good job of checking the verification sample, checking the kanban, checking the production instruction form, checking the manufacturing specifications and checking the feedback points of the relevant guests before going online. Do 100% to avoid mistakes.
2 Upper stitching working with facial manual operators:
a: The flange size is 4-5MM.
b: Pull the reinforcing strap to pull the position (especially the shoe mouth reinforcement) to avoid the shoe mouth breaking. c: The patch should be in place according to the standard.
d: The glue should be in place. (If it is anti-fur, the glue should not be rubbed onto the upper).
e: When assembling, pay special attention to the point-to-line. The position should not be covered with a shallow cover, causing the upper to smash.
f: Anyway, the standard is in the size of 1-1.5mm, the average size is the same, and the attention of the sponge is backward.
g: Pay special attention to the standard of the foot in the fall when the standard is 6-8mm, cannot exceed this standard, the inside should be smooth, can not wrinkle the drum, the glued glue is smooth.
h: Pay attention to the combination of each combination and the alignment of the corns to strengthen the fiber.
3 When paying attention to the operation of the facial needle driver:
a: Pay attention to whether the oil on the sewing machine is cleaned to avoid bad uppers (especially light and white products).
b: Debug the standard of the tightness and the needle moment of the bottom line (4-5 needles/CM), and the running moment is 2-3mm.
c: Pay attention to the highest point of the needle stroke when starting the needle to prevent easy thread breakage during needle lifting. Need to cut the upper thread, take the force to pull the upper thread to the bottom, and cut off the bottom line.
d: In principle, the phenomenon of disconnection wiring is not allowed from the needle to the needle. The heavy needle and pinhole are not accepted.
f: The standard of the stitch length is 1.5--1.8 mm.
g: There should be no problem in the appearance of the line bead float line head.
h: When the vehicle combination is in place, it is necessary to check whether the manual work has a positive point to the line, and there is an abnormality to rework the most.
MZY shoe factory- last molding department
NO.1: the front last-molding process:
1. Wear laces: tightness should be moderate.
2. Entre molding: The set requires that the marking point of the upper be aligned with the corresponding point of the last, the center of the upper is aligned with the center line of the back of the shoe, and when the upper is placed on the last, it must not be skewed or twisted, and the tightness of each part is consistent.
3. Carnet foot line: When sewing, it is as close as possible to the side, the sewing distance is 1-3 mm, the stitch length is 2.5-3 needles/cm, and the sewing seam is 0.3 cm higher along the edge of the leather. The front and rear seams need to be smooth and flat, not wrinkled, sewn in the lining.
4. Brush Potion: To be evenly in place, do not brush too much spillage, or no brush in place. And brushed the syrup should be produced in time, can not be stacked for too long, so as to avoid the evaporation of Hong Kong treasure medicine.
5. Whitening latex: The white latex on the middle of the brush is 2-3 cm wide, and the width of the upper mesh foot is 1.2-1.5 cm. It cannot be brushed too wide or contaminated to the upper. And the midsole and the upper number must be matched, cannot be wrong code.
6. Overheated oven, the temperature around 70-90 degrees.
7. Stretching front: According to the size and type of the shoe last, adjust the shape of the claw, the height of the support, the pressing time of the pressing head is 3-4 seconds, and the secondary pressure is 200-400 kN. first, fix the upper with the first grasping center point, when the second and third are stretched, The upper of the upper is pulled down, and the force should be moderate to ensure that the vamp is affixed. To ensure that the toe cannot be skewed, high and low.
8. Pull the middle: The order of the pull is: first inside the waist, back outside the waist, the outer waist from left to right, and the inner waist from right to left. To be posted, the inner and outer waists are consistent.
9. Stretching the back: The backing press is pressed for 3 seconds, the pressing force is 350-400 kN, the heel must be consistent, and the lining can't wrinkle.
10. Fixed point: Use a compass and other tools to mark the line on the toe or heel to ensure the height of the same pair of shoes.
11. Drawing line: According to the shape of each shoe, all kinds of soles are drawn. The pressure of the two left and right drawing machines should be the same. The lines on the upper should be clear, and the arc should be the same as the big bottom. The heel height of the toe should be the same.
12. Upper leather: The grinding depth should be strictly controlled, not too deep or too shallow, and do not exceed the arc of the line drawn.
No.2: the middle lasting molding process:
1. Matching pairs: the same semi-finished products, the left and right foot numbers are consistent, the color must be consistent. Check the size of the toe cap; the height of the heel is the same. If there is any problem, you must adjust the change in time and report it to the manager.
2. Matching the bottom: Check the quality of the sole, if it is bad, it should be removed. Check whether the upper number and the last number are the same. If there is any side, one foot, put the pair of the same number and the bottom pair into the assembly line.
3. Brush upper and sole treatment agent: Use the treatment agent correctly according to different materials. When brushing the upper, you must brush according to the line, not more than the line marking. Brush the side and brush the bottom. When the sole is brushed, the treatment agent should not be leaked to the big bottom or condensed on the outsole, and all the potions should be brushed in place.
4. Brush the upper and the sole rubber: 1. Brush the upper rubber according to the positioning line from the outside of the heel. The glue should be brushed evenly and thinly. The second brushing is the same as the first brushing method, that is, the glue cannot be brushed or exceeded. 2. The first layer of the primer should be thinner. The effect is to infiltrate the surface of the adherend, which lays a foundation for the function of the two-pass adhesive. The concentration of the second pass is higher than that of the first pass, and the second pass plays a decisive role in improving the peel strength. and the application force is moderate when brushing the glue, and all parts must be brushed.
5. Bottom: There are two ways to apply the bottom. One is to put the bottom of the shoe up, put it between the legs or the edge of the line, hold the edge of the sole with the adhesive side facing down, and stick the back. The other is to place the sole on the leg with the adhesive side facing up, holding the last of the shoe, and aligning the bottom with the bottom facing the sole. Stick it from the toe, first attach the inside and outside of the toe, then stick the heel. it should be adhered according to the glue line, and it should not be higher or lower than the glue line. The shoes should be straight, smooth and not deformed.
6. Pressing bottom: The pressing time should be determined according to different shoe types. The general pressing time is 6-8 seconds. The left and right feet should be pressed separately, and the position of the pressing rod on the machine table should be adjusted according to different shoe types. The inner and outer waists of the left and right feet of the pressing machine should be padded with a semi-circular rubber piece and a bottom pressing model to make the side completely close with the shoes.
7. Adhesive: The glue should be even and meticulous in the place where the glue is opened. The glue must be in the gap, and there should be no gaps and glue or pollution to the upper.
8. Repair Matching: the same pair of shoes, the left and right foot numbers, colors must be consistent. Whether the height of the toe and heel is the same, and whether the height of the neckline is symmetrical.
9. Manually press the sole of the shoe: press the part of the glue to fit and smooth.
10. Upper freezer: Put the paired and color-matched shoes on the freezer conveyor belt, and the temperature is controlled at 0---10 degrees.
No.3: The Packing process
1. Loose shoelaces: The shoes must be loose and loose, and the strength should not be too strong.
2. Pull the shoe sill: Untie the shoelace first, and do not pull or deform the back neckline when pulling the shoe sill. The number and model of the shoes that are pulled out are placed in the corresponding shoe.
3. The bottom line of the shoe: the stitch length of the big bottom line of the car is 2.5--3 needles per inch, and it is not allowed to be off-line. To align the line of the big bottom line, the tightness should be moderate, the oil on the big bottom line should not be contaminated to the upper, and the thread must be cleaned.
4. Face lining (insole): According to the sample shoes check whether the color is correct, the face number should be the same as the upper number, the shoes need to be smooth. If you need to brush the rubber on the mat surface, the glue should be even and can not be contaminated to the upper. After the pad is finished, use a pressure pad to move back and forth on the insole to make the insole adhere to the midsole.
5. Plug the toe paper: The toe paper must be smoothed to the toe, so that the shape of the toe is the same as that when the shoe last is placed. The shoe plug cannot be deformed. When the paper is jammed, the paper ball should be loose and cannot be caught too much. dead.
6. Wear laces (finish the laces): Wear laces according to the instruction sheet and the shoes. The laces should be even, smooth and not twisted. The lengths of the two heads should be the same. The lengths of the left and right feet should be the same. Put the laces in the shoes and don't see the knots. (Shoes that don't wear laces don't need this process)
7. Clean the upper/sole: Use a white rag or brush and special cleaning water to clean the upper or the contaminated area of the sole to ensure the cleanliness of the upper. Do not use too much force to wash the upper material.
8. Drying head: According to different materials, the temperature should be properly adjusted. The long thread head should be trimmed with scissors first, and the upper should not be tested. Nylon mesh materials cannot be baked.
9. Quality inspection: Check whether the color, process and materials of the shoes are consistent with the confirmation sample/instruction order; whether the height of the toe and heel is consistent, the length of the big bottom, the color difference, and whether the number is double.
10. Label the inner box and the hanging tag: check the order number, number and color according to the customer's requirements.
11. Small package: The shoe number, color, and number must match the inner box and must be packed in the correct shoe box. The left and right foot numbers must be the same, not one side. The shoe bag method is S-type, desiccant must be added to the box, and the wrapping paper specifications cannot be used incorrectly.
12. After-segment quality inspection: Check whether the left and right feet and the outsole, insole, tongue label and inner box number are consistent. Whether the tag, inner box, wrapping paper, insole, etc. are used incorrectly
13. Large packaging: Whether the nuclear outer box matches the order form, and packs the packing tape according to the order number, color, number or code.
Shoe Cutting Department Cutting machine need to press both hands to turn on the machine to ensure that you don't hurt your employees.
Cutting machine need to press both hands to turn on the machine to ensure that you don't hurt your employees.
Cutting operation
Main material cutting /auxiliary material cutting
1. The material is placed and the machine table is clean and the material is not wrinkled.
2. Adjust the pressure and height of the machine (the distance between the upper seat and the file, the height of the upper seat)
3. The files are placed neatly and regularly checked; the jaws are level and replaced regularly.
4. Check the leather before the leather is cut and then cut it in the required direction.
5. Press both hands at the same time.
6. The first piece is prepared for QC and the cadre to confirm the mass production.
7. Basic settings for the number of levels:
Leather: one layer (the left and right feet are not common)
Artificial leather: 4 layers (materials are opposite and opposite) (2 layers when the file is small with decorative holes)
Foam/bubble material: 4 layers (single layer thickness over 10mm 斩 2 layers) (left and right feet total knife)
Inner/reinforcing material: 8 layers (materials are opposite and opposite) (single layer thickness is more than 5mm 斩 4 layers) (left and right feet are common) Middle bottom plate / insole: 2 layers (material 斩 same side) (left and right feet are not common)
8. Leather inspection:
Check if the actual area matches the indication
Check the color/thickness/surface texture/瑕疵 of the leather. .
Different levels such as ABCD according to color/thickness/grain/defect ratio
Marking points for easy cutting
9. Order Component Check
1. The work surface is kept clean and the pieces are neatly arranged according to the parts.
2. Check if the piece is: defective, dirty, biting knife, slipper, burr, trimming error, poor punching, drawing, upper and lower layer size, delamination, color difference, short hair length, white material conforming to PUMA standard white Color card; leather or color difference material plus a double-flow water mark, the label is attached to the set position (photo: the piece with the flow label attached). Every 10 pairs of pieces are neatly tidy, (pig, anti-fur, pigskin, kangaroo skin, face decoration must be clamped up and down, placed neatly in the basket.
4. Labeling: order, type, location, number, double number, date, and posted on the basket to submit the next process.
5. Number tooth identification: sheet/chamfer/roughing splitting/skiving/Pre-buffing
6. The machine is kept clean and the sheet machine/chamfering machine/roughing machine is adjusted to the set width or thickness.
10. The purpose of chamfering: Purpose of skiving
1. Easy folding and sewing; Ease folding and stitching operation
2. Improve appearance and keep edge thickness consistent; Improve the appearance.
Shoe Material Department Silo material receiving and dispatching regulations
Silo material receiving and dispatching regulations
1. The warehouse management and processing of materials and materials will be opened and operated, and the operation of no single operation will be strictly eliminated.
2. The materials are stored in the warehouse according to the quality of the order, and the excess and the goods are not acceptable. Those who cause cost losses must be investigated for relevant warehouse management responsibilities.
3. The fabric substrate is ordered by the production department, and the procurement data of auxiliary materials and auxiliary materials are collected and organized by the warehouse management. After the signature of the factory director, the procurement and warehousing work can be handled.
4. For the pre-purchasing of urgently needed materials, the purchase procedure must be completed within 24 hours according to the prescribed procedures.
5. All materials must be inspected and accepted before they can be sent for production. The warehouse supervisor and the relevant warehouse manager shall be responsible for compensation for all losses if there is a quality problem caused by the factory failure without checking the income bank.
6. All materials must be sent to the factory for inspection within 24 hours after returning to the factory. If the goods are not sent for more than 24 hours, the loss that cannot be returned will be borne by the warehouse supervisor and the relevant warehouse manager.
7. The picking list of auxiliary materials and auxiliary materials shall be issued by the department in charge, and shall be submitted to the relevant team leader and the head of the department for approval, and shall be effective upon approval by the director. The materials received are correct and the documents must be signed by both parties and approved by the Finance Department.
8. The fabric substrate picking list requires correct indication of the order number, production type, quantity, material name, dosage, number of requests, etc. and carefully check and issue according to the production instructions.
9. For the materials or semi-finished products to be sent out, the warehouse will issue an external processing order, indicate the name of the outsourcing unit, the order number, the production type, the name of the material, the quantity, the processing technology, etc., after signing by the factory manager. carried out.
10. The factory undertakes the external processing order. All the materials and components (including the sample shoes and shoe lasts) provided by the customer must also be inspected by the warehouse according to the quantity of the inspection order and can be submitted to the production department for billing. The finished product is shipped from the bottom warehouse and is responsible for issuing the shipping order according to the order. After the signature of the CCB is checked, the factory manager approves the shipment.
11. For the production of replenishment in various departments, follow the relevant provisions of production and replenishment.
12. The warehouse manager is responsible for the authenticity and accuracy of the documents handled, and the documents that are untrue and inaccurate are required to be signed and changed correctly. Please be aware that violations must be investigated.
13. All warehouse receipts must be written neatly, accurate in data, complete in information, and must not be altered in violation of regulations, and please promptly and completely submit to the Finance Department for accounting. The Finance Department does not approve documents that cannot be identified and other non-conformities.
14 The above regulations require the relevant departments and personnel to cooperate with the implementation, and the offenders shall be handed over to the factory for serious treatment.
Shoe Products Warehouse Department :
:
1 Acceptance of finished products: According to the work orders of the workshop or production team (the company has similar documents), check the physical items, the quantity is accurately admitted to the warehouse, and the finished goods receipt is issued. The finished product warehouse is generally close to the delivery area. It is necessary to plan the storage area, and use the good logo (landmark type, hanging type, sign type) to indicate the name of the finished product, or indicate the location number.
2 Strictly implement the warehousing procedure. When the finished product enters the warehouse, the warehouse management personnel should verify whether the quantity, specification and type are consistent with the order. When the material is put into storage, it is necessary to check whether the quantity is entered according to the quantity of the production order and the required delivery date.
3 The materials and finished products in the warehouse should be piled up neatly to prevent unsafe factors.
4 All finished products should be placed on the pallet and should not be placed directly on the floor to protect them from moisture.
5 Shipment is issued according to the delivery notice or other relevant documents of the business department, the order department (related department), and the invoice or bill of lading is issued.
6 Record the account book according to the receipt and invoice every day, so that there is single billing, accountable, and billing.
7 Account books, statements, and inventory are required at the end of each month. The specific date shall be based on the financial department or the actual situation of the company.
Factory Certification:
MZY Quality System Control standard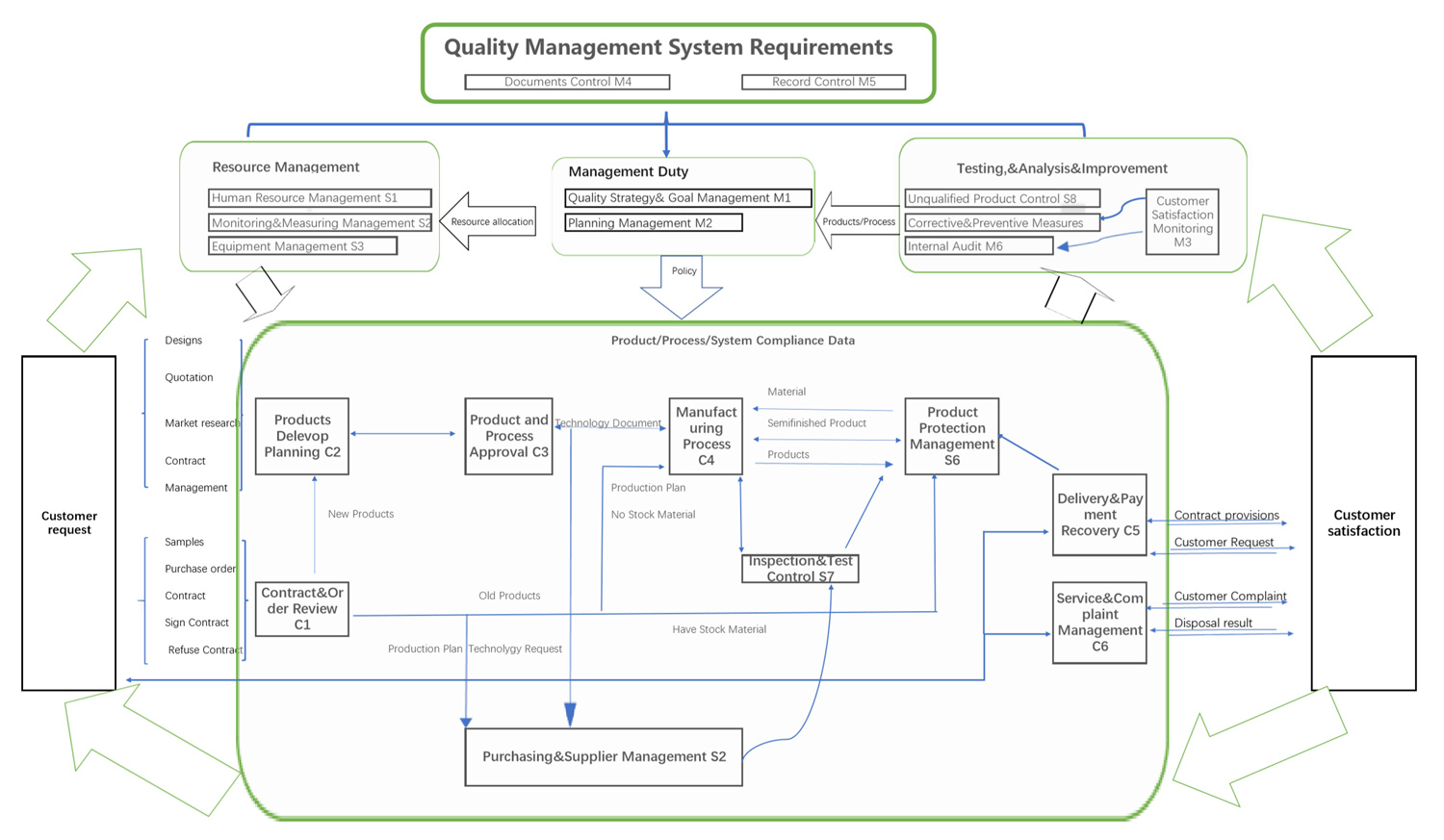
After-sales Support:
Why choose us?
1. MZY Shoes Factory since 1977, have 40 years of Professional technological experience. A small batch order also can do for you!
2. Excellent quality control is our merit.
3. Comfortable, stylish, wearable, breathable, absorb sweat, deodorant, multifunctional, best after-sale, etc all are our products' features!
4. Faster Delivery, time is money!
5. Profession design, Enhance brand charm!
6. Most Competitive price, Will save 30% Cost for your business!
